



Application and research of detection method for remote intelligent airtightness detector
Release Date:2017-12-26 Times of Browsing:7149
1. introduction
In the refrigeration industry, components and systems must be tested for tightness so as to ensure that refrigerant leaks are below the prescribed limits. The three basic functions of the leakage test are as follows: 1. determine whether there is leakage or not; (2.) measure the leakage rate; 3., leak position.
There are many methods and types of detection equipment that can solve these problems, but unfortunately no unified technology is suitable for every situation. Each test method is only suitable for specific leakage rate or fixed form and technology. In most cases with air tightness testing, a clear leak rate measurement is not necessary, but the system must be able to determine if the leakage rate is higher or lower than a specified level. The reference limit depends on the maximum acceptable leakage rate and the expected working life. Terminal products are especially in some countries and regions, acceptable leakage rates, depending on the type and application of refrigerants, usually from the air refrigerant of 15 g / year to the air conditioning system or the 0.5g / Y household refrigerator of the automotive air conditioning. This acceptance level is combined with the main parameters to be considered in the selection, proper leak detection methods or testing methods. There are several other factors that must be taken into account. Especially in system costs, complexity, impact on the environment, the impact of the external conditions of reliability, operator dependence and whether the user has technical support should be considered. At present, no methods have been identified in leak detection, leak detection and leak detection. Some air tight detection technologies are presented and their performances are compared.
2. leak detection method
Leakage prevention can be defined as an accidental crack, hole or hole or joint in a outer wall, which must include or exclude different liquids and gases that allow the escape or escape of the closed space. The key leakage points in the closed system are usually connected gaskets, sealing rings, sealants, flanges, welding and brazing joints, material defects, and other sealing tests are usually required to ensure the integrity of the equipment, and should be preferred for a one-time non destructive test and the most affected to the environment and the operators. Small.
Leak detection technology can be widely chosen from a very simple way to more complex systems. The most commonly used air tightness testing methods are underwater bubble test, foam soap bubble or leak detection fluid, pressure and vacuum, tracer gas (halogen, helium and hydrogen). The first three technologies, these three detection technologies have produced three kinds of detectors, each of which has its advantages and disadvantages briefly discussed below.
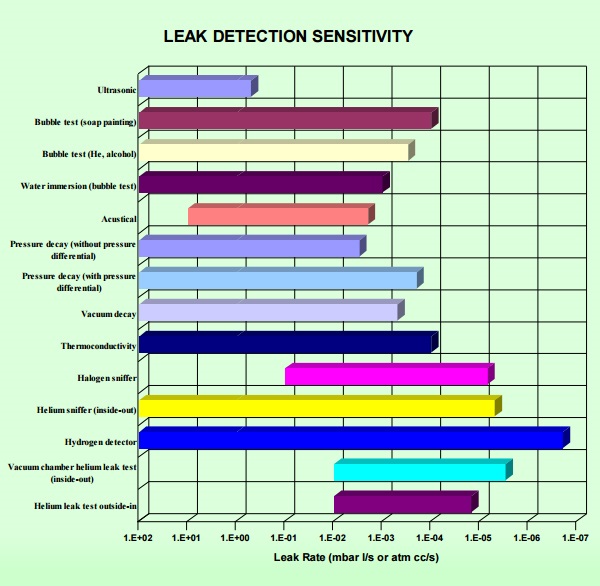
In Appendix A, the unit of measurement is set up for the most commonly used vacuum and leakage rate conversion tables. The performance of each leak detection technique is summarized in the following figure.
2.1 bubble test method for water immersion
Immersion bubble test, also known as "bubble test", is a traditional and relatively primitive method of leak detection. It includes an impregnated charge or pressurized part, usually placed in a water tank with dry air or nitrogen, and observed bubbles escaping artificially. Larger and more frequent bubbles have larger leaks. Relatively small leakage is possible, but it is hard to detect.
The main limitation of this method is precision sensitivity and minimum detectable leakage rate.
Considering the spherical bubble with a radius of R, the internal volume of the bubble is V: V = 4/3* PI *R3
P the pressure and T in the bubble to form the first bubble time, the leakage rate Q will be: Q = (P* V) /t
The two key parameters to determine the sensitivity of the method are the minimum bubble and the waiting time for bubbles. This time must be compatible with the production rate and operator's attention. It is reasonable to think that the smallest bubble that the operator can detect has 1 millimeter radii and the waiting time is 30 seconds. Assuming that the bubble inside the pressure is at atmospheric pressure, it can be said from the previous equation that the bubble volume is V =4.2*10-3 cubic centimeter.
Therefore, the minimum detection leakage rate is Q= (P*V) /t = 1000*4.2 10-6/30=1*10-4 mbar mbar l/s
This is the theoretical value. The real impact is many external factors, such as lighting conditions, turbidity of water, prevention of location, and movement of water. All these problems have dependencies on operators and limit the result of leak detection.
There are some ways that can be used to improve this method. By increasing the leakage probability of increased internal pressure, it is found that leakage can be less time-consuming in precise location leakage. Detergents can be added to water to reduce surface tension, thereby helping to prevent leakage of gas from one side of the assembly. Using different gases (such as helium) and / or liquids can provide some advantages in system performance, but at high cost. Adding hot water to the water tank sometimes helps to increase the internal pressure of components or piping systems. If dry nitrogen is used, this is disadvantageous, because nitrogen will not increase the detection accuracy obviously because of increasing the pressure. If there is refrigerant in the system or component, this approach may help increase pressure and increase the chance of finding leakage.
In short, this leak detection technology can determine the accuracy of 10-3 MB / L / sec.
In most cases, bubble method is very economical in mass production. However, the drawback is from relatively low sensitivity, operator dependence and possibly partially contaminated liquid waste, as well as post test drying parts. In addition, some cases lead to higher losses. There are also some hidden costs. In fact, this method requires a lot of space and produces a certain amount of waste water.
2.2 bubble test for soap solution
Bubble test in soap solution can also be called leak detection method, which means using soap bubbles instead of soaking in water. Pressure products are tested with soap solutions and operators can see where bubbles form gas leaks from escape. There are many different types of soap solutions available. Some people brush and smear them all with dabber (attached to the inside of the hard wire. Some brands may even have a sprayer to cover large areas in a very short time. This is an advantage, but it is also chaotic and time consuming to clean up.
Some of the bubble seal leak detection solutions, and even add antifreeze to prevent freezing in winter. Low density agents are also added to make them more sensitive to very small leakage.
This method has higher sensitivity than water immersion. It allows detection leakage to 10-5 mbar / L / sec, and applies to very large systems. This method of soap solution is best used in the approximate areas where leakage may exist. In this case, the soap solution is used only for testing and detecting leakage in that particular area. It's the simplest and the cheapest. However, if the operator does not know where to leak, the leak point can be searched manually and time. Increasing the gas pressure can increase the probability of leakage and shorten the time. However, for operator safety, pressure must be limited to 1 million 700 thousand PA (1.7MPa). There are some limitations on the foam test of the leak detection solution. The sprayed area must be a simple and easy to spray position. Finned tubes or large heat exchangers at the bottom are very difficult. In addition, this method is very unsuitable for high productivity lines.
2.3 pressure attenuation test
The method includes the use of high pressure gas pressurized systems, usually dry air or nitrogen. A fast connector is used to connect the product to the tester, and then the gas is filled into the detected workpiece. After the pressure is stabilized, the internal pressure changes with time. The pressure drop Delta P is measured on the basis of time delta T. If the pressure drop in the system is fast, it means there is a big leak.
If the system pressure drops slowly, there is a small leak. If the pressure is kept constant, it is no leakage. The leakage rate Q can be easily calculated considering the volume V. of the component: Q = ((p*V) / T)
The test time, pressure sensor resolution and detection volume are related to leakage detection sensitivity. The most advanced system allows measuring pressure to change up to 1Pa (0.0001psi) in test pressure, depending on the volume of the tested product, the air tightness detection time can be as short as 30 seconds, and the high resolution is guaranteed. Taking into account the leakage of a delta P=70 PA (0.010 psig) of V =1.5L internal volume and pressure attenuation at 3450KPa (500 psig), the leakage rate at Delta t= 60 seconds
2.4 vacuum attenuation test or pressure rise test
The vacuum decay test is the opposite of the pressure test in the pressure rise test. This method includes measuring the pressure of the tested parts and stabilizing the pressure, and measuring the input components of the test media caused by the increase of the pressure. Only those who can withstand the pressure of external parts can be tested in this way (for example, thin-walled plastic parts can not be tested for the risk of collapse).
Even in the vacuum attenuation test, it is impossible to get more than one atmosphere pressure difference from inside to outside, using some solvent (i. e. alcohol, acetone or similar) high lift pressure increments due to the leakage of solvent. This approach, however, has some disadvantages, such as the possibility of solvent solidification, resulting in temporary leakage, or Elastomeric Gaskets through solvent destruction. Compared with the pressure drop test, this technology has certain advantages. This method is insensitive to temperature changes because the pressure in the part is lower than the atmospheric pressure. Therefore, the theoretical sensitivity may be very high, as high as 1*10-5 MB / L / sec.
However, surface degassing and liquid evaporation affect and limit real sensitivity. For example, a small amount of water, or even a few grams, begins to evaporate at 2000Pa (0.3 psia), and the vapor content of the 1Pa (7.5 micron Hg column) is leaked, and the consequent increase of pressure is equivalent to a leak, which makes it easy to misjudge.
The volatile oil in the refrigeration component is also the same, showing and mistakenly considered to be a leak. The detection sensitivity is limited to 1. 10-3 MB / sec. The method of vacuum decay can be realized in a full automatic process and can be operated independently of the operator. It detects the total leakage of the system and the location of the leakage point to find other leak detection techniques. In the vacuum decay test, the workpiece will be evacuated to make its internal pressure lower than atmospheric pressure.
2.5 tracer gas leakage detection
The term "tracer gas leak detection" describes a set of testing methods that are characterized by leakage of tracer gas. The tracer gas used is a mature technology. The most commonly used tracer gas is a mixture of halogen gas (CFC, HCFC and HFC Refrigerants), helium and nitrogen 95% hydrogen 5%. Although the detection device of halogen leak detector is simple, halogen is being banned because of the Montreal / Kyoto environmental rules agreement. On the other hand, helium and especially hydrogen / nitrogen mixtures are gaining more popularity. Helium has been successfully used as a long-term tracer for its physical properties. It is neither toxic nor inflammable, and is inert gas and does not react with other compounds. Helium has low viscosity and relative molecular mass, so it is easy to crack. Under the same environmental conditions, its velocity is 2.7 times faster than that of air. Because of its low concentration in the air (5ppm), it is easy to detect the increment of helium concentration. However, there are also some shortcomings. Helium is slowly discharged into the atmosphere. Therefore, under the condition of large leakage, high concentration will pollute the area for a long time, even a few hours. In addition, helium is expensive, even if it is cheaper than halogen gas. The helium detector is based on the mass spectrometer, which is an expensive and sophisticated equipment that requires a lot of maintenance and maintenance, and is more suitable for a laboratory and is not suitable for scale manufacturing.
A relatively new tracer gas is a mixture of nitrogen 95% and hydrogen 5%. Hydrogen has many characteristics to leak out excellent tracer gases, even in the production environment. It is the lightest element with higher molecular velocity and lower viscosity than any other gas, so it is easy to inflate, exhaust and dissipate. It passes through a leak hole faster, easier to wash and drain away, and its molecules are not easy to adsorb the surface. It is environmentally friendly and renewable energy. More importantly, it has the highest gas rate. In addition, the normal ambient concentration of hydrogen (0.5ppm) is ten times less than that of helium. Hydrogen tracing gas detectors use semiconductor sensors and have no moving parts to make them completely free of maintenance. These devices are not subject to the presence of other gases. Pure hydrogen should not be used as a tracer gas, but the standard industrial grade of 95% nitrogen, 5% hydrogen mixture is cheap, non flammable (ISO10156 specification), and is easily obtained from industrial gas suppliers. It is important to remember that environmental concentration in air is a limiting factor.
There are two ways for tracer leak detection: external detection of tracer gas (from inside to outside), and internal detection of tracer gas (from inside to outside). The method can be detected by leak sniffer or in vacuum chamber.
3. how to choose the test method
The first choice is to adopt acceptable specifications for product leakage and test methods. These questions are:
For less leakage may damage the product? How many locations must be tested? How much time?
The answers to these questions are usually based on a volume or gas pressure at a certain time, such as 10 grams (0.35 ounces) R134a refrigerant mass.
Sometimes, it's not easy to answer this question. For example, it is simple to define the total leakage specifications of the refrigerating device, but it is complicated to test the individual components and the single solder joints.
Every leak test method has advantages and disadvantages. All leak testing methods are able to identify leaks in the leakage range of 10-1 and 10-3 MB / L / sec. In addition to sensitivity, many parameters must be considered when choosing appropriate testing methods. Among them are repeatability, accuracy, reporting ability, operator dependence, and finally the cost and workload of equipment. In addition,

